2026-06-16 19:37:12 西盟科技
加工蓝宝石、石英、陶瓷等硬脆材料,难点不仅在于“硬”,更在于热容忍度低。孔口一旦出现崩边、微裂纹或锥度失控,后期极难补救。
在实际生产中,制造企业需要的绝非仅仅是一束“飞秒激光”,而是一套能将能量精准且稳定地送到目标位置的微加工系统。面对市场上琳琅满目的超快激光设备与飞秒激光系统,选型不能唯功率论,必须从材料工艺和孔型需求切入,探寻真正的工艺边界。
一、波段选择:看材料吸收率
1030nm、515nm、343nm 对应不同加工窗口,波长越短,理论聚焦光斑越小,微纳加工的边缘效果越精细,但要以效率为代价。所以,最终还要看材料的吸收特性与边缘质量要求。
• 1030nm(红外):工业基础波段。系统成熟、能量输出稳定、功率选择范围大,是金属、部分陶瓷及通用精密微加工的首选验证方案。
• 515nm(绿光):平衡效率与热影响。波长更短,理论聚焦光斑更小。适用于陶瓷薄片、高分子材料切割及微孔加工,在孔口质量与加工节拍要求并重时优势明显。
• 343nm(紫外):针对极高要求。波长短、单光子能量高,更容易在蓝宝石、高透石英、半导体陶瓷等材料上形成可控加工窗口。面对透明度极高的硬脆材料,或对孔口崩边、微结构精度有极致要求时,343nm 应优先导入验证。
二、孔型成型:打穿容易,一致性与量产难
评价一台优质的飞秒激光设备,单孔成型只是基础,批量稳定与高产出才是核心。针对不同工业微孔应用场景,系统硬件的协同路径存在差别。
• 高密度群孔:聚焦一致性与产能的平衡
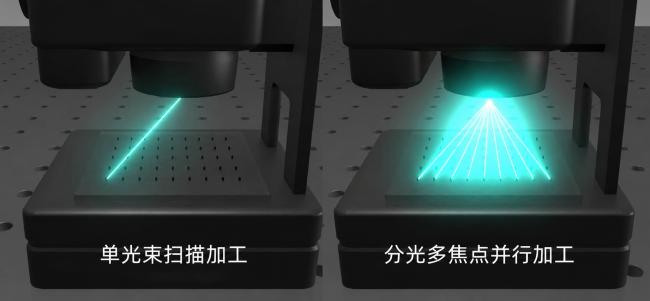
过滤片、喷孔片、半导体微孔阵列的难点,在于数万个微孔的整片一致性与加工节拍。这种场景核心考验“场镜+振镜”的集成能力。单色科技引入了“双振镜分光多光束”加工方案,不仅通过远心场镜降低边缘角度误差、确保满幅面孔径不偏,更能通过多光束并行加工,成倍提升喷孔片类零件的量产效率。
• 高深径比精密微孔:明晰振镜调焦与旋切变角的配合:振镜的核心作用是控制光束轨迹与焦点深度:2D 振镜解决平面的高速扫描,3D 振镜加入了 Z 轴动态下移焦点,保证深孔底部的能量密度不衰减,更是适合一些纹理刻蚀场景。但若仅靠振镜画圆,光束轴线基本保持垂直,当加工喷嘴孔、流体阀等高深径比微孔时,孔壁必然会遮挡后续光束,导致锥度失控与内壁粗糙。
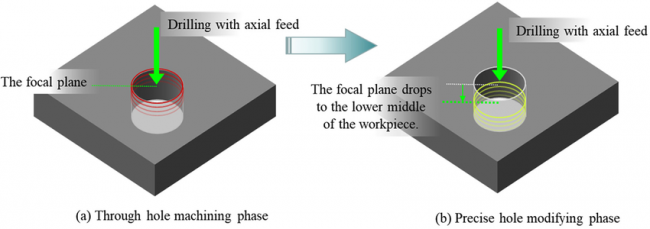
超快激光3D振镜动态调焦与孔型精修工艺示意图。加工分为(a)初步通孔打穿与(b)孔型精密修整阶段。通过3D振镜的Z轴动态控制,焦平面随加工深度实时下移,确保深孔内部能量密度不衰减,实现高精度孔壁修润。
要解决深孔锥度问题,需引入专用的旋切(螺旋钻孔)模块。旋切模块解决的是“光束以什么姿态/倾角削进去”的问题。通过内部光学元器件(如楔形镜)的高频旋转,强行改变激光的微观入射倾角。让光束能像陀螺一样倾斜着旋转,像一把“光学铣刀”去修整孔壁。它与振镜系统形成完美互补,能主动补偿材料深层的能量衰减,不仅能轻松实现“零锥度”直壁圆孔,甚至能加工出内大外小的“倒锥孔(燕尾孔)”,彻底解决流量一致性的工业难题。
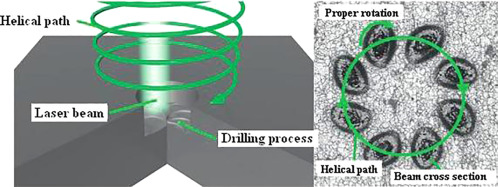
旋切模块螺旋钻孔的空间轨迹与光斑微观重叠示意。左图为激光束沿三维螺旋路径向下刮削的宏观过程;右图为光斑在高速公转与自转下的微观切削轨迹,通过严密的重叠率控制,彻底消除孔内壁锥度,解决喷射零件流量控制难题。
• 斜孔/曲面孔看多轴联动:如果是普通的管材垂直侧孔,四轴设备(平面三轴+旋转轴)通过转动管材即可解决。但面对曲面陶瓷、管材斜孔或航空异形件,三维空间里的激光入射角至关重要。当加工轨迹不再是规则的平面或垂直面时,依赖五轴联动来实时动态调整激光与工件表面的相对姿态。若无此空间角度补偿,激光束在切入斜面或曲面时,会因接触面积变大导致能量密度失真,直接后果就是孔型变椭圆、边缘严重过烧或轮廓塌边。
飞秒激光辊轴曲面刻蚀加工场景,单色科技
三、量产复现:视觉、焦点与温控决定最终良率
实验室打样成功和产线长期稳定加工是两码事。飞秒激光是一种微米级高精度工艺。精度越高,光源能量、脉冲宽度、波段选择、光斑质量、焦点位置、扫描路径、旋切半径、工件装夹、温控状态,任何一个环节发生变化,都可能反映到孔径、圆度、锥度、孔壁质量和边缘热影响上。而微观层面的缺陷将导致良率崩盘。
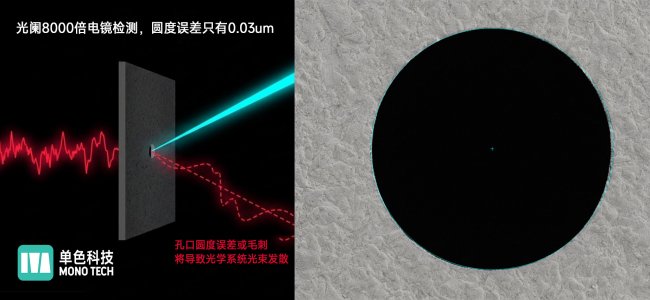
电镜光阑微孔质量要求严苛,飞秒激光加工电镜光阑微孔放大8000倍检查,圆度极高。
视觉定位能动态识别真实工件位置、补偿批次误差,避免换料时反复人工调机;而焦点控制则应对材料厚度或曲面的微小起伏。此外,系统温控与成熟的工艺参数库,是减少长时间运行下光路漂移、降低换线试错成本的底层逻辑。一套优秀的飞秒激光系统,必须保证同一套工艺能在不同批次中精准复现。
结语:从“买硬件”到“导入工艺”,超快激光的价值重塑
飞秒激光设备的选型,最终都要回归到核心工程问题:材料匹配何种波段?孔型适用扫描加工还是旋切成孔?空间形态需要四轴还是五轴联动?如果这些边界没有厘清,设备参数再华丽,也难以转化为真实的生产力。
超快激光设备真正的行业价值,不在于一味地将激光功率做大,而是将光源、光路、运动控制与工艺经验深度耦合。在高端精密制造领域,直接根据参数表盲目采购往往伴随极高的风险。如今,产业界更务实、更科学的路径是:先工艺验证,后设备导入。
作为国内专业的微纳加工工艺解决商,单色科技正全面推动这种模式的落地:从前期的打样测试、小批量代工验证,到中期的设备定制与交付,再到后期的参数库导入与工艺陪跑。单色科技致力于帮助制造企业跨越从“能加工”到“高良率量产”的鸿沟,让复杂的飞秒微加工真正沉淀为稳健的工业生产力。